



常德市宏通机电技术有限公司
地址:湖南省常德市武陵区芙蓉路21号.
邮编:415000
电话:0736-7269299
传真:0736-7173868
联系人:周先生 滤棒成型机甘油雾化及瞬时耗量检测系统: 滤棒成型机组为提高滤棒质量,进行了基于雾化技术的三醋酸甘油酯自动喷雾系统的改造,改造后的系统靠管腔内、外形成的压力差,由喷嘴喷出雾化良好的甘油,均匀附着在丝束上,克服了原上胶方式中控制过程的非线性和时滞性缺点,测试结果表明,提高了咀棒质量,降低了废棒率,也相应降低了甘油用量。1 甘油雾化的实现
甘油雾化是将一定温度的甘油在一定压力下,通过压力式喷嘴射流,使甘油雾化成颗粒尺寸均匀的微小液滴,在喷雾室内,多个喷嘴均匀排列,产生长方形的向上喷射面,喷射面穿过活门打开的窗口面积,甘油被精细均匀地喷洒到运动的丝束上,多余的甘油由管路回流到甘油箱中。2 甘油喷洒量的控制
喷洒到丝束上的甘油是由安装在雾化室内的活门开度决定的,活门安装在丝束与雾化颗粒之间,它的开度大小直接影响丝束与雾化颗粒的接触面积,即直接影响施加到丝束上的甘油量。在稳速运行时,改变活门的开度,也就改变了每支滤棒甘油的含量;在变速运行时,要想保证甘油含量恒定,活门开度必须随机组速度线性跟随。依靠伺服电机控制活门,选用PLC作为整个系统的控制部分,PLC根据主机的速度,计算活门的位置折算成脉冲数发送给伺服电机,由伺服电机控制活门的开度,活门的开度决定了甘油的喷洒量。总之,系统是伺服跟随系统,即活门开度跟随主机速度。主机速度的高低,决定活门开度大小。即活门开度只改变通过丝束的喷洒面积,从而保证丝束吸附甘油的一致性。3为了精细掌握甘油瞬时流量,控制产品用量和工艺需要,安装甘油上胶与回流流量检测装置。甘油流量测量装置示意图如下图(1):
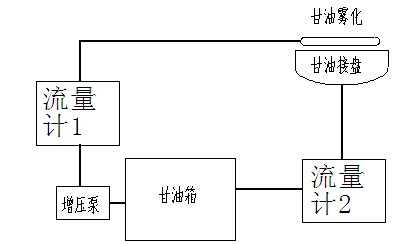
图(1)甘油流量检测装置连接示意图工作过程滤棒成型机组的甘油上胶系统采用三菱FX1N PLC和FX2N-4AD模拟量输入模块及MT6070触摸屏作为主控制器,将检测装置输出的信号直接接入到三菱PLC中,通过触摸屏把各个数据显示出来。
滤棒成型机组上电,装置启动,喷雾装置的加热器开始加热。机组辅助启动按下,风机启动,加压泵运行,使甘油注入分流器中,分流器上接有7个均匀分布的甘油喷嘴。当分流器内达到一定压力,甘油即可通过喷油嘴将甘油喷出。恒压泵受主机控制,同时当本机发生故障时,本控制系统也可控制恒压泵停止运转。
PLC判断主机启动并达到一定速度,当主机停机或本机出现故障时停止加温。本系统通过活门的开度来控制甘油喷出量。PLC根据主机的速度,计算活门的位置折算成脉冲数,控制伺服电机通过齿条来控制活门的开度,活门的开度决定甘油的喷洒量。停机或运行时,多余的甘油经回流管流回甘油箱。滤棒甘油耗量检测达到如下目的:a、实时测量、显示甘油实际耗量;b、流量测量精度达到±1%; c、计算每只滤棒甘油耗量。
湘ICP备17005491号-1 版权所有:常德市宏通机电技术有限公司
招商电话:0736-7269299 地址:湖南省常德市武陵区芙蓉路21号.
